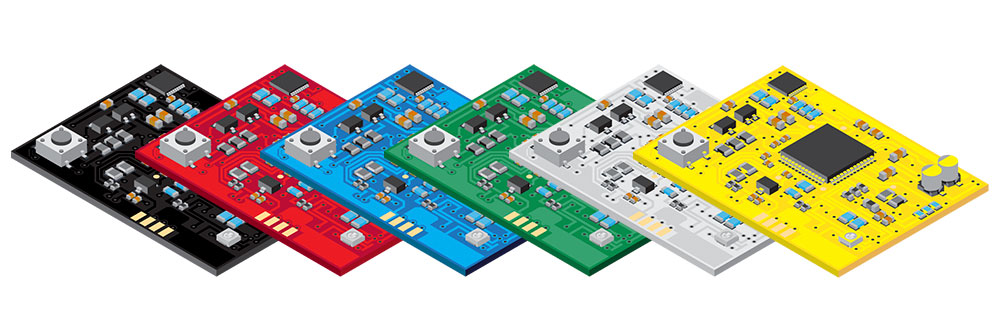
Let’s clear something up right away. The PCB colors don’t change the electrical performance. It doesn’t boost speed, improve conductivity, or make your board higher quality. Color refers to the solder mask, not the circuitry.
So, if performance isn’t the reason, why do different PCB colors even exist? Because manufacturing decisions aren’t only about electrons. They involve cost, ease of manufacturing, inspection, and branding.
What are PCB Colors Anyway?
When you see a green, blue, black, or red board, you’re looking at the solder mask. A solder mask is a protective layer applied over copper traces. The job of a solder mask is to prevent short circuits, protect copper from oxidation, improve soldering control, and increase manufacturing durability. The pigment added to that mask is what creates the color. Pretty simple. The fiberglass substrate underneath? The copper? The electrical performance? All the same.
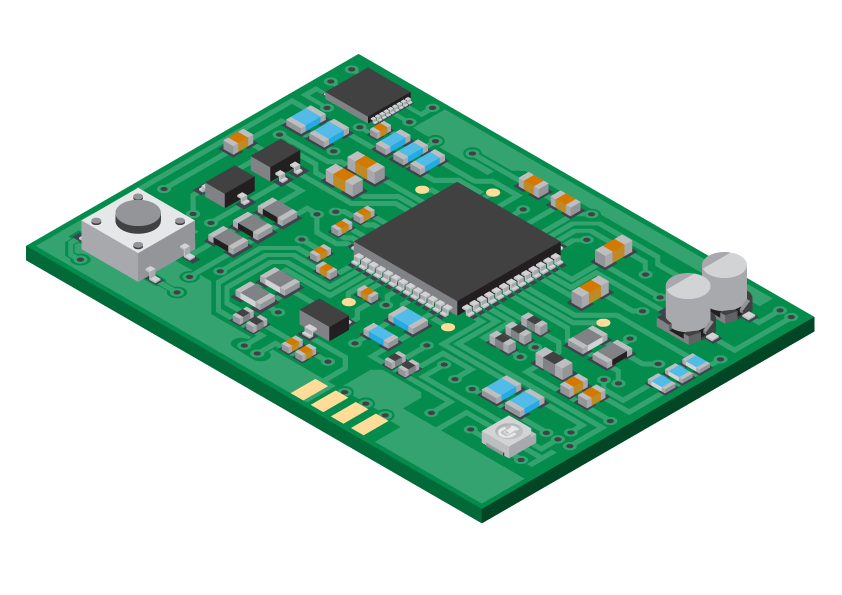
Green PCB:
The Industry Workhorse
Green is everywhere for a reason. First off, it’s the easiest to perform an optical inspection. The green color adds strong contrast between copper and traces, and it’s highly optimized for manufacturing processes. A green PCB color is also normally lower in cost.
Green isn’t flashy; it’s efficient. This industry standard delivers consistency and high yield. When in doubt, manufacturers choose green because it works.
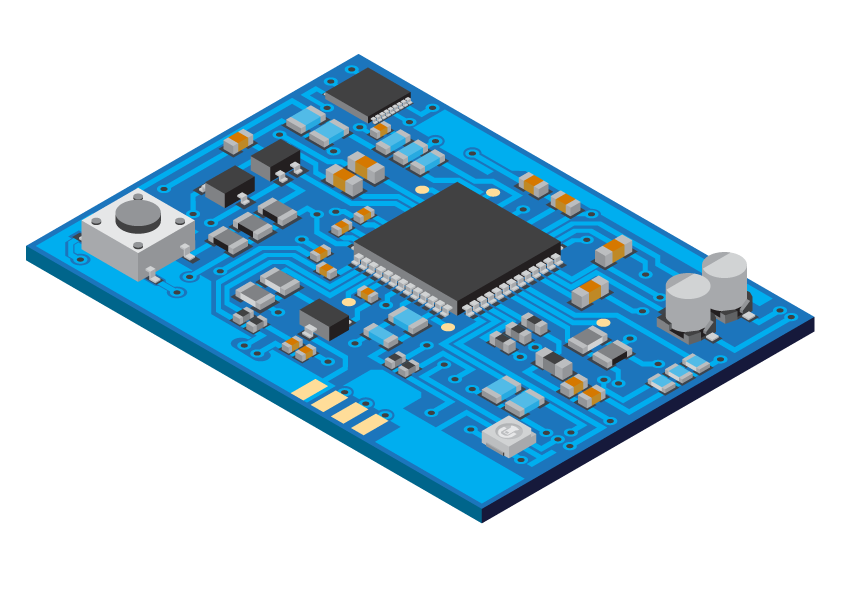
Blue PCB:
Clean and Confident
Blue boards feel modern and professional. It offers solid trace visibility and good inspection contrast. It has a polished aesthetic, often associated with mid- to high-end electronics when appearance matters.
While performance and manufacturability come first, Blue PCB colors show that your company values presentation without demanding attention.
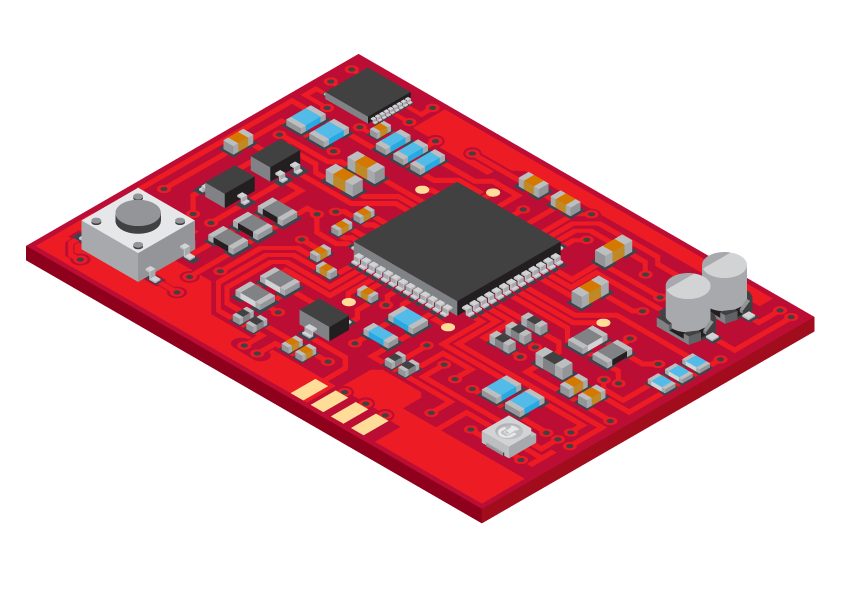
Red PCB:
Bold by Design
Red stands out, creating a strong visual contrast. It’s popular in gaming hardware, custom electronics, and enthusiast-focused builds.
While red does not improve performance, it enhances shelf presence. Branding and differentiation often matter, and red supports both.
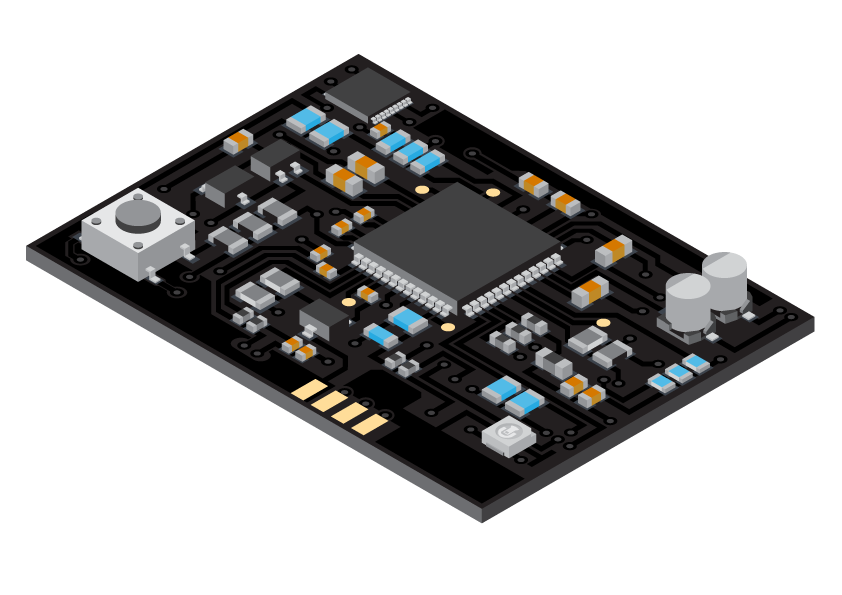
Black PCB:
Premium Look, Higher Demands
Black PCB colors look high-end and sophisticated, often used for premium electronics. However, black is harder to inspect during manufacturing. Trace visibility is lower, and defect detection requires more precision, which can increase production costs.
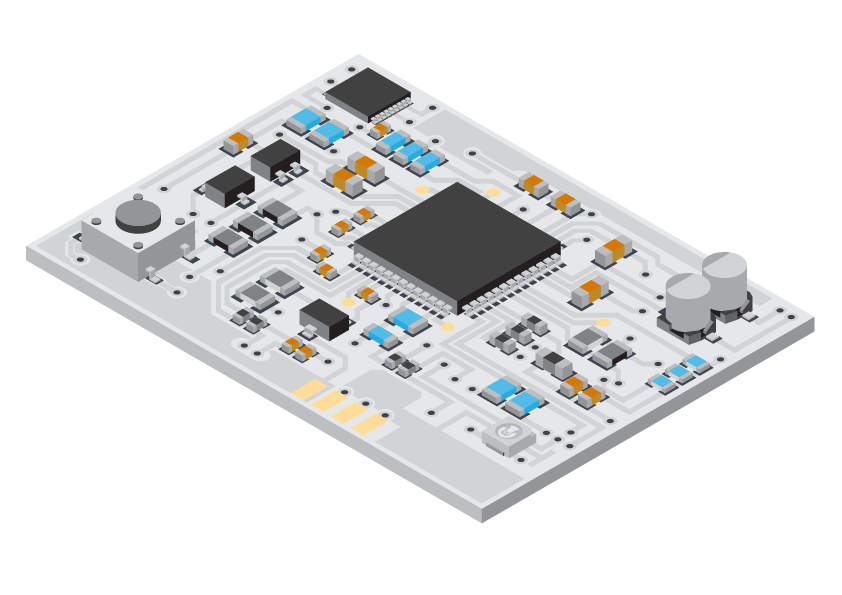
White PCB:
Minimal, and Practical (Sometimes)
White boards are found in LED lighting, decorative electronics, and applications where reflectivity is important. They look sharp but can discolor over time under heat. Inspection is challenging because the contrast is low, slowing fault detection.
When building a printed circuit board, using white should be very strategic.
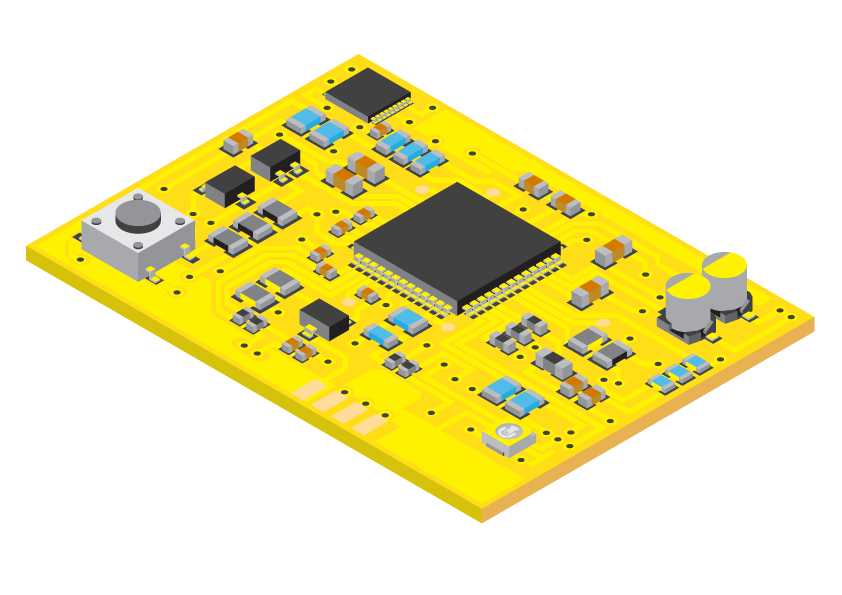
Yellow PCB:
High Visibility, Niche Use
Yellow is less common but highly visible. It can make defects easier to detect in certain inspection environments. Because it’s not widely used, it often shows up in specialty or custom applications.
So knowing that color does not impact electrical performance. What should determine your PCB color? The selection typically comes down to four practical factors:
1. Cost
Green is often the most economical due to volume and process maturity.
2. Ease of Manufacturing
Some colors are easier to work with in high-volume production.
3. Inspection Efficiency
The contrast between the solder mask and copper affects defect detection.
4. Branding & Product
Sometimes the board will be visible. And when it is, appearance matters.

There is no secret engineering or performance advantage to different PCB colors. The color you choose is mostly a smart manufacturing decision.
PCB color choice is a business and production decision and not a performance one.
If you’re optimizing for yield and cost? Green wins.
If you’re building a premium consumer device? Black might make sense.
Will your board be visible to the end user? Color becomes part of your brand story.
So choose your color intentionally, because good engineering isn’t about chasing trends. It’s about making decisions that work for your product, your business, and your customers.
If you have any questions about PCB colors or just want to talk, Contact us at Win2uit. We are here to help.